**References: https://www.embedded.com/what-is-the-ai-of-things-aiot/
IoT Sensors and Devices:
Deploying a network of IoT sensors and devices throughout the production and supply chain allows real-time data collection. These devices can include RFID tags, smart shelves, wearable devices, and environmental sensors. They capture relevant data points such as inventory levels, machine performance, temperature, humidity, and product location.
Data Connectivity and Cloud Platform
Establishing a robust data connectivity infrastructure enables seamless communication between IoT devices, sensors, and backend systems. Collected data is securely transmitted to a centralized cloud platform for storage, analysis, and processing. Cloud-based solutions provide scalability, accessibility, and real-time insights.
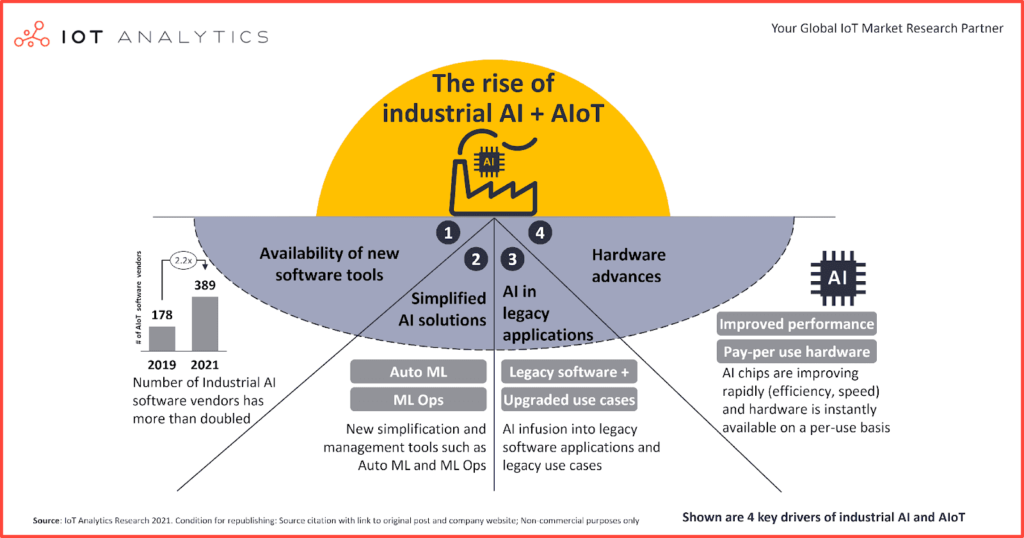
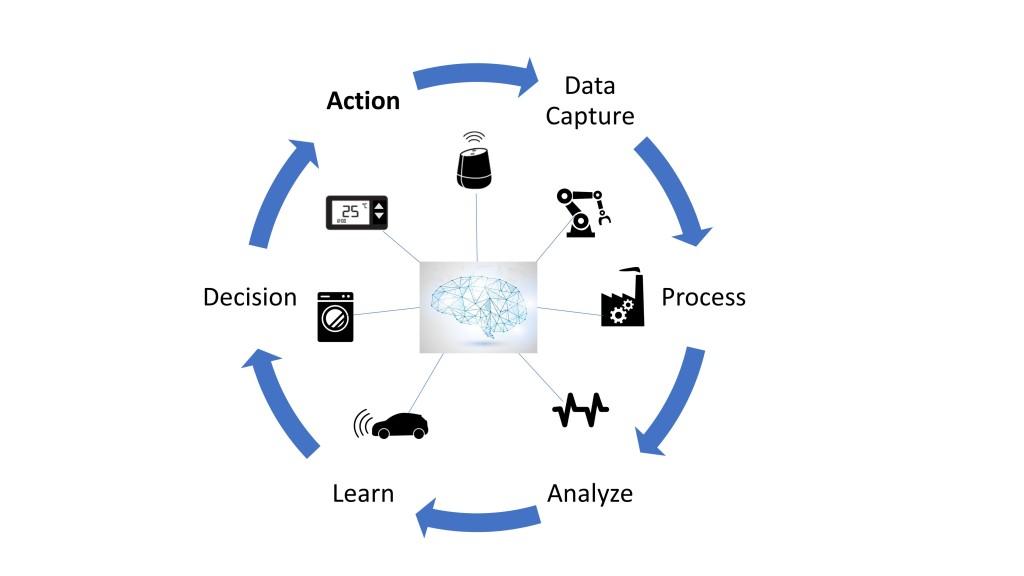
AI and Machine Learning Algorithms
AI algorithms and machine learning models analyze the collected data to extract meaningful patterns, trends, and predictions. These algorithms can identify inventory patterns, predict demand, optimize production schedules, detect anomalies, and automate quality control processes. Machine learning models continuously learn and improve over time.
Real-time Analytics and Insights
The AIoT system provides real-time analytics and actionable insights to enable informed decision-making. Dashboards and visualizations allow stakeholders to monitor key performance indicators, track inventory levels, identify bottlenecks, and make data-driven decisions regarding production, inventory, and supply chain management.
Automation and Optimization
Based on the insights provided by the AIoT system, automation and optimization processes can be implemented. These processes include automated inventory replenishment, predictive maintenance, demand forecasting, and production optimization. By automating routine tasks, manufacturers can increase efficiency, reduce costs, and improve overall productivity.
Benefits of AIoT in the Ready-Made Garments Industry